



Our Products.
Our Products.
A Deeper Dive






Injection Moulding Machines | JSW
We supply a vast range of all electric injection moulding machines, specialising in the supply of machines for bespoke problems no other competitor can supply.
Some of these include:
Small to ultra large horizontal machines
Vertical non and Rotary table
Rubber, Magnesium, Ultra high injection, Optical Lens, Gas Injection, Thermosetting, Multi-colour/material, Injection press, Direct press and Multi-layer blow moulding
Industry use: Medical, Healthcare, Electronics, Connectors, Plumbing, Automotive, Packaging.
Size: Clamping force 30 - 3,000 Tonnes
Fastest delivery time: 2-4 weeks
Hot Runners | Seiki
Hot runner systems loose heat during production, but significantly at the gate area due a cooler temperature change at the cavity.
When standard hot runner probes fitted with only 1 body temperature control are turned up high to account for this change in temperature at the gate, the molten plastic situated away from the cavity begins to overheat, causing a hot spot. This causes a snowball of connected issues - gas trap, burn marks, reduced productivity and loss of material strength/product quality.
Uniquely patented - Seiki’s hot runner systems are fitted with 2 independent temperature controls - 1 for the main body (that can be used with any existing controller) and 1 for the separate tip at the gate, this enables engineers to have increased control of temperature only at the gate where its needed. Preventing overheating in the main body and therefore eliminating degradation altogether.
Product types include:
Hot Runner - probe and valve gate
Runnerless Rubber and LSR Moulding System
Gate Tip Temperature Controller
Manifolder
Hothalf
Industry use: Medical, Healthcare, Electronics, Connectors, Plumbing, Automotive, Packaging.
Fastest delivery time: 4-6 Weeks

Dryers | Matsui
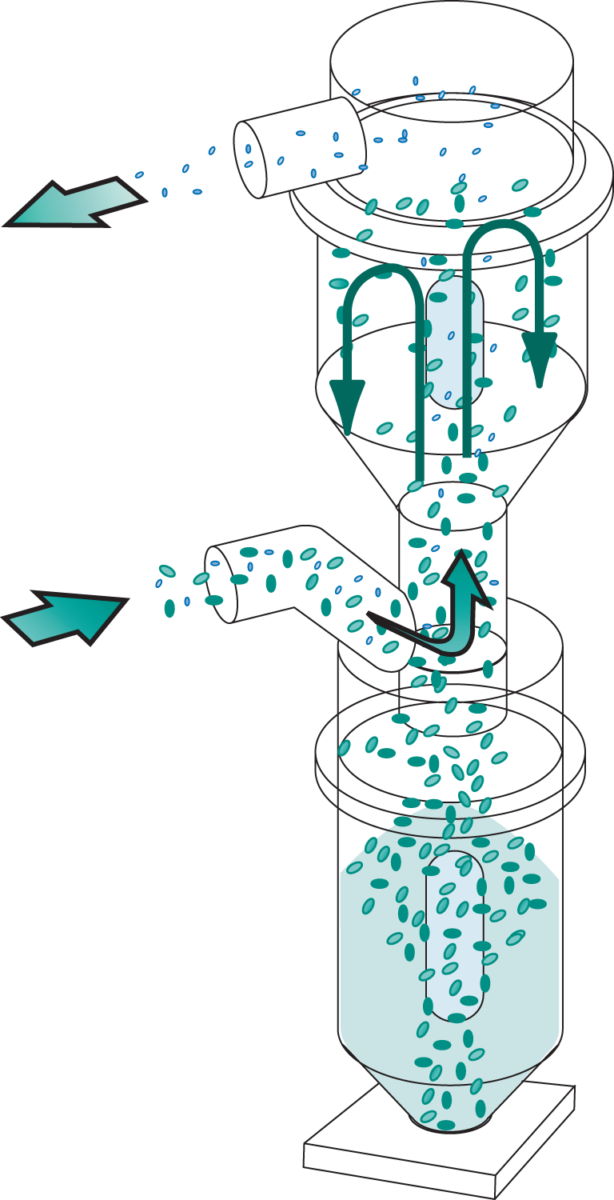
In a standard drying system - air from the atmosphere is dried by being pushed through a bed of desiccant beads to remove air moisture. The space between the desiccant beads limits the air volume being passed through, and overtime this desiccant becomes saturated with moisture and needs to be swapped out for a new batch to continue the drying process. This creates variability of moisture throughout the drying process and means plastic material has to be dried 2 or 3 times longer to eliminate silver streak rejects.
During operation the desiccant beads also vibrate, breaking down the desiccant material which transfers into the plastic during production and causes rejects.
Separately, conventional loading systems, that transfer the plastic from the dryer to the injection moulding machines hopper does not filter the fines or dust which naturally forms in the plastic material. This dust transfers into the plasticising process and onto the screw where it burns causing black speck rejects.
Matsui’s unique plug and play drying system has a world first drying cylinder built up of a large network of honeycomb shapes channels coated in baked on microscopic desiccant. The benefit of this large network of channels means a greater quantity of air can be dried, resulting in half the plastic material drying time. The cylinder rotates slowly and continuously through a series of zones - ‘drying’, ‘regenerating’ and ‘cooling’, meaning the desiccant never becomes saturated with moisture and the air moisture level is stable and constant, resulting in stable product quality.
As Matsui’s drying rotor uses a bonded desiccant that does not vibrate during operation and never needs to be swapped in a batch process, meaning zero desiccant contaminant can pass into the product to cause rejects, no batch process saves engineers time and the lifetime of the honeycomb dessicant is typically 20 years.
Lastly, built into the drying system is a material loading hopper which removes all dust and fines during the transportation of the plastic material from the dryer to the moulding machine hopper, eliminated black speck rejects.
Matsui’s system also successfully recaptured heat from the process which is reused and in-turns also saves on energy.
Some of these include:
Portable plug-and-play dryers
Thermal conduction vacuums
Grinders and Granulators
Widerange and water temperature controllers
Loaders and Aerohoppers
Blenders
Material handling
Mold ventilation
Thermal balance
Industry use: Medical, Healthcare, Electronics, Connectors, Plumbing, Automotive, Packaging.
Fastest delivery time: 2-4 weeks

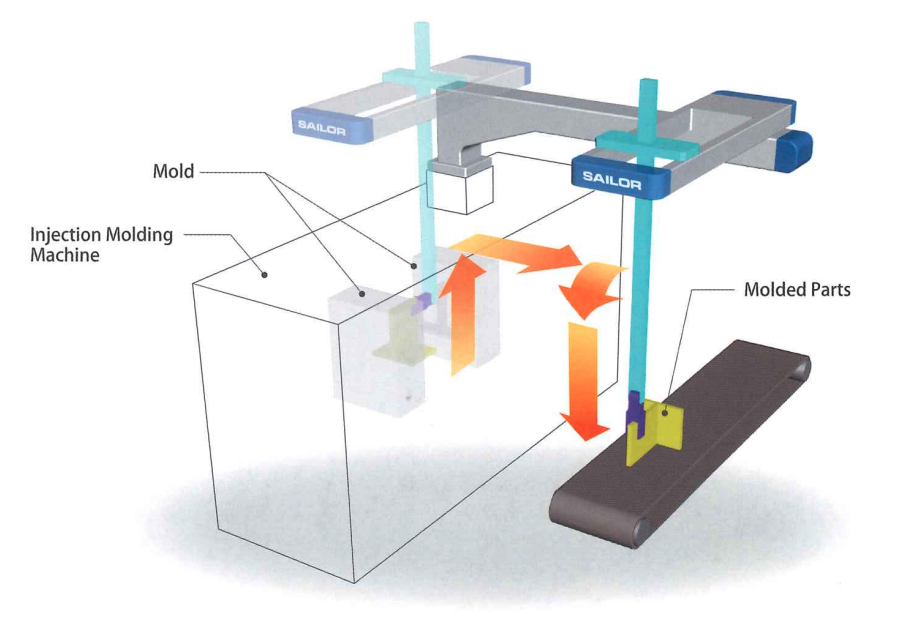
Robots | Sailor
Developed from their original intricate pen production industry in 1970, Sailor recognised their ejection and assembly teams were loosing time from slow equipment, inconsistent part dimensions at assembly, too many breakdowns, mould damage and expensive material rejects, ultimately, harming their cycle time and bottom line.
Sailor developed light weight robust robots (including a carbon fibre range) with a unique ‘harmonic curves’ in its stroke as well as a picking a placing conveyor system and automation lines to halve take out time, reduce breakdown to years and keep parts consistent to reduce rejects, often resulting in production lines with double the parts per month compared to standard setups.
Sailor’s robots work with a rack and pinion technology as opposed to traditional belt drives, this removes the need for belt tensioning by increasing stiffness, meaning lightweight robotics can deal with high load capacity and long-travel capability, keeping speed fast to ensure the ability to cope with large levels of inertia (reducing breakdowns).
The rack and pinion technology is combined with ‘harmonic curves’ in the robots movements, to eliminate vibration reducing damage at ejection and further increases production speed, by combining 2 movements into one motion (the robots vertical movement also moving forward at the same time and vice-a-versa). The capability halves take out times and eliminates vibration to ensure stable consistent part delivery of even the most delicate products.
As the fast robot continues in the background, their conveyor process works alongside their robots to double speed of production. The robot places hot products on the conveyor system in a controlled manner to ensure they have 5/6 minutes to cool and stabilise before placing into a box.
Failure to do this, such as parts dropping down a chute and straight into a box, means whilst parts are still vulnerable to changes, heat can build up in the box causing distortion and variable part quality, as well as damage can be caused whilst they rattle down the chute. Only at assembly is product distortion recognised with an inability to assemble. Causing teams to spend many lost man hours in deconstruction and reconstruction.
Sailors end-to-end take-out and stocking process allows for rigid, fast and consistent products, without extending cycle times that go for years without breakdowns. Sailor stress the importance of ‘MTBF’ (minimum time between failure) which they measure in years not months. With estimated downtime approximately once in every 5 years.
Industry use: Intricate Medical and Healthcare, Delicate Electronics and Connectors, Cosmetic, Plumbing, Automotive, Packaging, Telecomms.
Fastest delivery time: 6 Weeks